Adding a Touch Plate and Modifying the Tailstock Mount for the Rotary Axis on My Gatton CNC
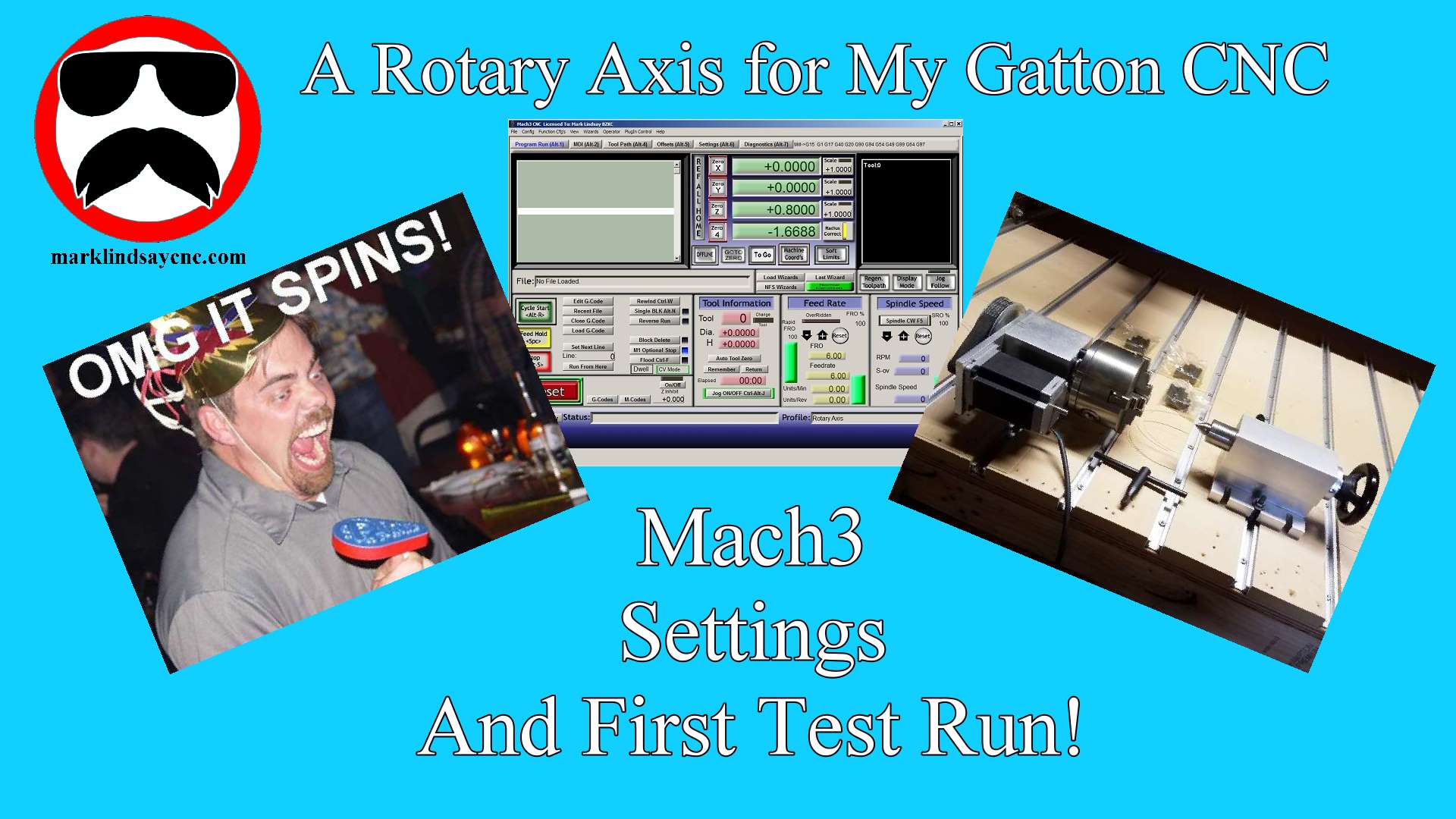
With the rotary axis now fully operational, it’s time to add touch plate functionality and modify the tailstock mount on [...]
A hobby CNC enthusiast's blog


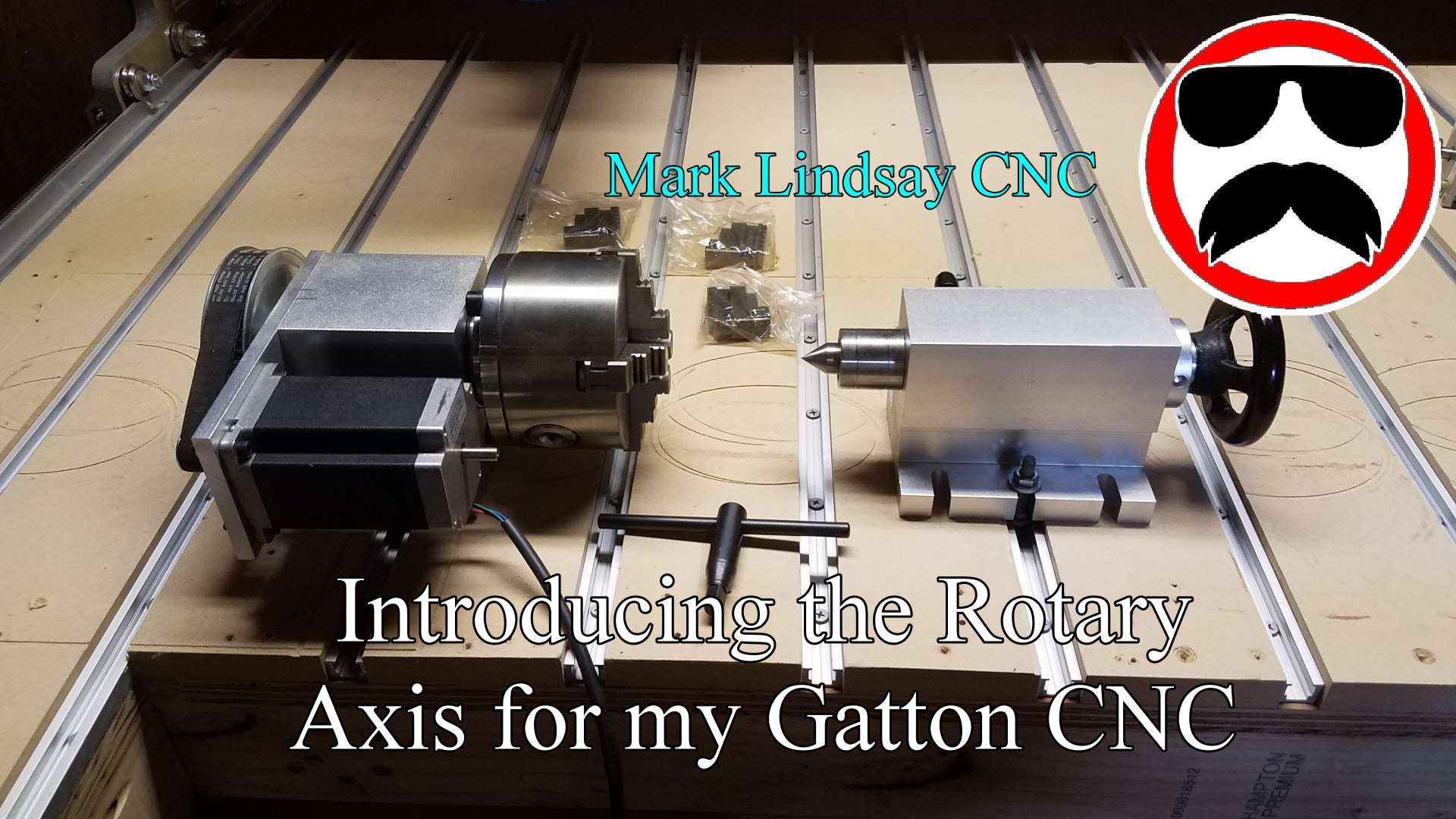
I’ve wanted to add a rotary axis to my CNC since I built my first Shoestring Budget CNC back in […]